
Debitarea cu flacără autogenă - unul dintre cele mai vechi procedee de tăiere în prelucrarea metalelor
Debitarea cu flacără autogenă își are încă rațiunea de a fi în industria metalurgică după mai bine de 100 de ani. Procesul se bazează pe arderea carbonului cu un jet de oxigen (oxidare). Mai ales în gama superioară de grosime a foilor, tăierea cu flacără este indispensabilă.
Ce este debitarea cu flacără și cum funcționează mai exact?
Debitarea cu flacără autogenă este un procedeu de tăiere a oțelurilor structurale generale. Se aplică atât manual (torță de tăiere manuală, în principal tăieri de separare), cât și mecanizat (mașină de tăiat cu flacără, tăieri de calitate). Procesul de tăiere cu flacără autogenă (mecanizată) și-a pierdut din importanță datorită dezvoltării oțelurilor cu rezistență mai mare și a altor procese de tăiere, cum ar fi tăierea cu laser și tăierea cu plasmă. Cu toate acestea, este încă un proces de tăiere economic pentru grosimi de tablă începând cu 20 mm. Tăierea cu oxicombustibil este un proces de ardere/oxidare (în timpul oxidării, metalele reacționează cu oxigenul), în care o parte semnificativă a energiei necesare pentru proces provine din arderea materialului. Tăierea cu flacără autogenă permite lucrul simultan cu mai multe torțe de tăiere.
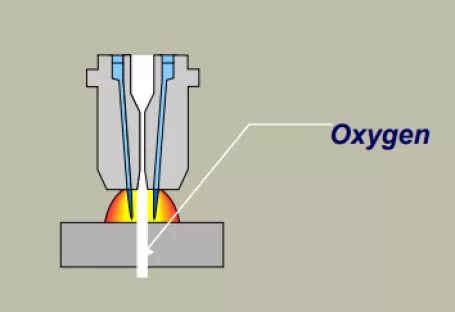
Flacăra de încălzire, un amestec de gaz combustibil și oxigen, încălzește interfața până la temperatura de aprindere. Odată atins acest nivel, se adaugă oxigen de tăiere și se inițiază procesul de tăiere. Oțelul arde în oxid de fier (zgură) în jetul de oxigen de tăiere. Zgura este expulzată din tăiș prin presiunea și viteza de ieșire a jetului de oxigen de tăiere. Pentru a putea efectua procesul de tăiere cu flacără, oțelul trebuie să fie "tăiabil cu flacăra". Prin urmare, condiția de bază este ca temperatura de aprindere (~1 150 °C) să fie mai mică decât temperatura de topire (~1 500 °C).
Ce gaz combustibil ar trebui să fie utilizat și dacă puritatea oxigenului afectează procesul?
Gaze combustibile pentru procesul de tăiere
Gazele combustibile "obișnuite" pot fi utilizate pentru flacăra de încălzire în timpul tăierii cu flacără:
- Acetilenă
- Propan
- Erdgaz (Metan)
- Etilenă
În procesul mecanizat de tăiere cu flacără, eficiența economică este un criteriu esențial, dar și condițiile de funcționare, cum ar fi aprovizionarea cu gaz, prețul gazului, consumul de gaz etc. O flacără puternică de încălzire (gaz combustibil) este importantă pentru începerea procesului de tăiere și pentru continuarea procesului de tăiere cu flacără.
Arderea compușilor de hidrocarburi are loc în două etape. În flacăra primară are loc o ardere imperfectă datorită oxigenului de încălzire furnizat. Odată cu absorbția oxigenului din aerul înconjurător, gazul combustibil este ars complet în flacăra secundară. Gazele combustibile diferă în ceea ce privește temperatura flăcării și viteza de aprindere-combustie și, prin urmare, puterea flăcării primare (kJ/cm2 . S).
În procesele autogene, efectul flăcării primare are o importanță deosebită.
Acetilena
- Cea mai mare temperatură a flăcării și cea mai mare putere a flăcării primare
- Performanță ridicată de tăiere în comparație cu alte gaze combustibile
- În cazul unui consum permanent de gaz > 500 l/h, trebuie cuplate mai multe butelii de gaz (pachete de butelii numite și baterii). Prin urmare, alimentarea cu gaz este mai complexă decât în cazul propanului/etilenei.
Propan
- Putere mai mică a flăcării primare; prin urmare, performanță de tăiere redusă (în special pentru tăieri diagonale)
- Timpi mari de încălzire și străpungere
- Consumul de oxigen pentru flacăra de încălzire este de aproximativ patru ori mai mare în comparație cu cel al acetilenei.
- Propanul este depozitat în stare lichidă, astfel încât sunt disponibile cantități mai mari de gaz.
Sarcini ale oxigenului
Oxigenul de tăiere
Oxigenul de tăiere este gazul de proces, ce are următoarele sarcini:
- Oxidarea (arderea) oțelului
- expulzează produșii de reacție (zgură, oxizi de fier) din tăietură și astfel se formează tăietura
Oxigenul pentru încălzire
Oxigenul de încălzire este necesar pentru a arde gazul combustibil (flacără de încălzire). O putere mare a flăcării are ca rezultat o tăiere mai eficientă a flăcării. Puritatea/calitatea standard a oxigenului este de 99,5 % vol. (2.5). Această calitate este suficientă pentru procesul de tăiere cu flacără. Cu o puritate mai mare a oxigenului, de exemplu 99,95 % vol. (3.5), se obține o performanță de tăiere mai mare cu o calitate mai bună a tăierii.
Consumul de gaz depinde de dimensiunea torței. Diagramele de tăiere sunt documente importante pentru a asigura calitatea și performanța tăierii - baza pentru stabilirea parametrilor în tăierea cu flacără de oxicombustie.
Ce materiale pot fi tăiate cu flacără și ce spune diagrama de carbon?
Materialele care îndeplinesc condițiile de tăiere cu flacăra sunt:
- Oțelul nealiat
- Oțelul slab aliat
- Oțelul turnat
- Titanul
Capacitatea de tăiere a aliajelor de oțel:
Nu numai conținutul de C influențează capacitatea de tăiere, ci și numărul și cantitatea de alte elemente de aliere:
|
Elemente de aliere |
Proprietăți |
| Carbon |
Toate oțelurile nealiate, cu carbon pur, precum și oțelurile cu max. 0,3% C. Un conținut mai mare de C necesită o temperatură de preîncălzire mai mare, limita superioară la C este de 2%. |
| Siliciu | Oțeluri cu max. 2,5% Si., cu un conținut de C de max. 0,25%. |
| Mangan | Oțeluri cu mangan pur până la 13% Mn și 1,3% C |
| Crom |
Creșterea conținutului de Cr reduce capacitatea de tăiere, conținutul maxim de Cr, 2,2%. Flacăra de încălzire în timpul tăierii cu flacără cu oțeluri Cr cu un ușor exces de acetilenă |
| Nichel |
Oțelurile cu max. 5% Ni pot fi tăiate la flacără fără probleme. |
| Cupru | Oțeluri cu max. 0,7% Cu |
| Wolfram |
Conținutul de W poate fi de max. 10%, cu 0,8% C |
| Molibdenul |
Mo deteriorează proprietățile de tăiere a flăcării, este Cr comparabil cu Cr |
| Aluminiu |
Conținuturile obișnuite de Al nu afectează capacitatea de tăiere. |
Echivalentul de carbon:
Aproximativ 80% din oțelurile structurale pot fi tăiate cu flacără fără probleme, adică fără încălzire suplimentară. Pentru grosimi de tablă > 30 mm, trebuie luată în considerare preîncălzirea. Pentru a determina preîncălzirea se poate utiliza formula echivalentului de carbon. Echivalentul de carbon pentru oțeluri poate fi utilizat pentru a evalua de la ce grosime de tablă sau pentru ce material este necesară preîncălzirea pentru a evita întărirea.
Siguranța muncii în timpul tăierii cu flacără

În timpul tăierii cu flacără pot apărea mai multe pericole de sănătate la locul de muncă:
| Fum, pulberi |
Reacția oxigenului cu oțelul sau cu aliajele (oxizi) produce fum și praf. Fumul: este un reziduu gazos de ardere, care poate conține funingine și particule de oxid. Praf: este un termen colectiv pentru particule solide fin dispersate în gaze, în special în aer Valoarea MAK: 5,0 mg/m3 |
| Gaze azotate sau oxizi de azot, NOx |
Pornind de la flacăra de încălzire, se produce o reacție de N2 și O2 (NOx termic, NO + NO2). Concentrațiile ridicate de NOx din aerul pe care îl respirăm au un efect negativ asupra funcției pulmonare. Valoarea MAK: NO2, 3 ppm, NO, 25 ppm |
| Radiații optice |
Radiația optică emisă de flacăra de încălzire poate provoca leziuni oculare. |
| Zgomot |
Nivelul sonor în timpul tăierii cu flacără, în special cu duze de mare putere, poate depăși 85 dB. |
Gazele, vaporii, fumul și pulberile nocive trebuie să fie extrase, în special în spații închise.