Îndreptarea cu flacără în conformitate cu DIN 8522 - Un proces de fabricație în tehnologia oxicombustibilului
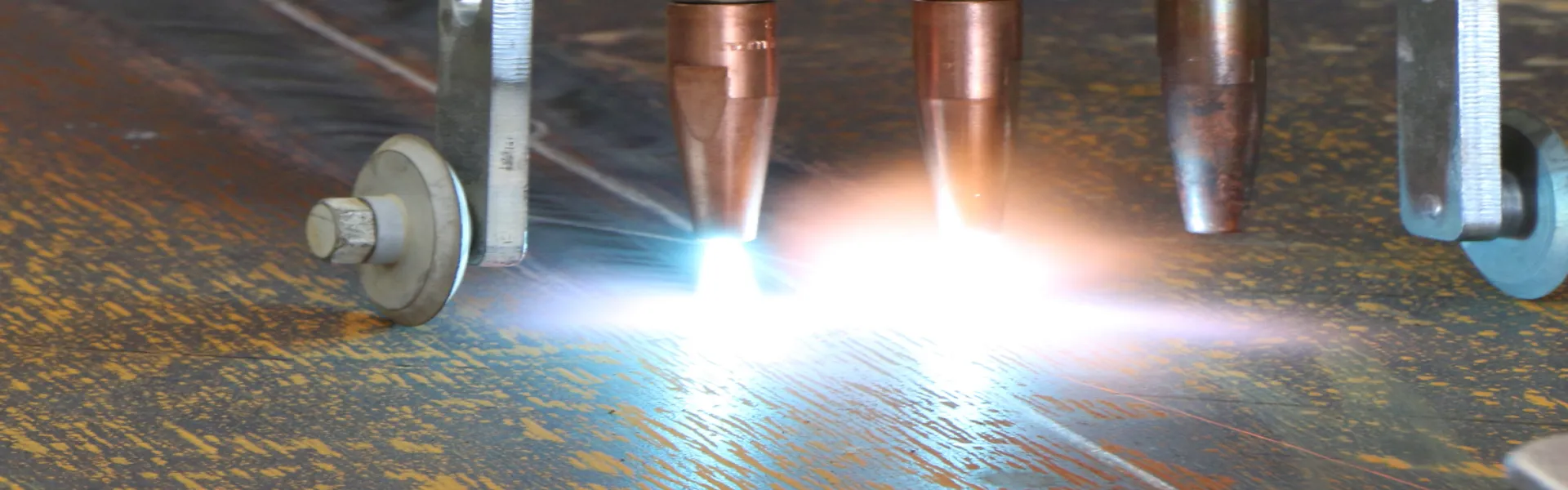
Îndreptarea cu flacără este un proces de îndreptare autogenă extrem de exigent, în conformitate cu DIN 8522, care necesită o expertiză deosebită. Îndreptarea cu flacără este încălzirea direcționată a construcțiilor metalice. Este utilizat în principal în domeniile construcțiilor metalice generale, construcției de mașini și instalații, construcției de vehicule feroviare, construcției de macarale și poduri, precum și construcției de containere.
- Îndreptare cu flacără – Definiție, principiul procedurii, avantaje și dezavantaje
- Care sunt gazele utilizate la îndreptarea cu flacără?
- Care sunt materialele adecvate pentru îndreptarea cu flacără?
- Ce trebuie avut în vedere în cazul deformațiilor (distorsiunii) și tensiunilor interne la sudare?
- Ce tipuri de încălzire există (de ex., punct de încălzire)? Ce culori de revenire există?
Ce posibilități de răcire a materialelor există? - Reguli de lucru pentru îndreptarea cu flacără
Îndreptare cu flacără – Definiție, principiul procedurii, avantaje și dezavantaje
În DIN 8522, îndreptarea cu flacără se descrie după cum urmează: În cadrul îndreptării cu flacără, piesa de lucru se încălzește local rapid. Astfel, în urma inhibării dilatării termice, apare o compresie permanentă. La răcire, în zona comprimată apar forțe care conduc la modificarea dorită a culorii. Îndreptarea cu flacără înseamnă corecția formei, adică remedierea unei deformări cauzate, în cele mai multe cazuri, în urma procesului de sudură.
Fiecare sarcină de îndreptare este unică și presupune atenție și cunoștințe de specialitate cuprinzătoare.
Dacă distorsiunea trebuie corectată prin îndreptarea cu flacără, acest lucru trebuie efectuat prin aplicarea locală de căldură, pentru a se asigura monitorizarea temperaturii maxime a oțelului și a procedurii de răcire.
Pentru EXC3 și EXC4 trebuie elaborată o procedură adecvată.
Principiul procedurii stabilește următoarele criterii, care trebuie respectate la îndreptarea cu flacără:
- Stabilirea temperaturii maxime a oțelului și a procedurii de răcire permise
- Metoda de aplicare a căldurii
- Metoda de măsurare a temperaturii folosite
- Rezultatele verificărilor mecanice din autorizarea procesului
- Denumirea forțelor de lucru autorizate pentru aplicarea procesului
Avantajele îndreptării cu flacără:
- Impactul asupra materialului și asupra suprafeței materialului este nesemnificativ
- Dimensiunea flăcării și setarea acesteia pot fi adaptate adecvat la piesele de lucru și la materiale
- Îndreptarea cu flacără trebuie efectuată fără aplicarea forței
- Îndreptarea cu flacără este adesea unica posibilitate de a „salva” o componentă, respectiv de a o aduce în forma necesară
- și este relativ economică
Dezavantajele îndreptării cu flacără:
- Lipsa cunoștințelor / experienței
- Impactul scăderii rezistenței
- Modificări structurale
- Carburare, topire
Care sunt gazele utilizate la îndreptarea cu flacără?
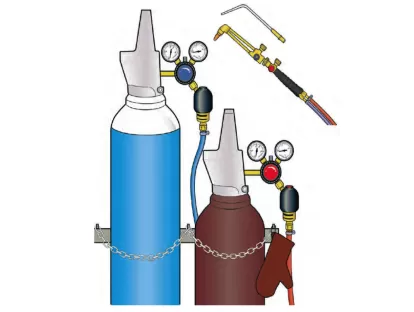
Îndreptarea cu flacără presupune ca punctele de încălzire să fie aplicate rapid. Astfel, forțele de dilatare termică sunt ghidate din mediul rece (fix) înapoi la zona de îndreptare încălzită, înmuiată, aceasta fiind comprimată. De asemenea, punctul de încălzire trebuie să fie determinat cu exactitate în ceea ce privește suprafața și adâncimea. Cele mai potrivite sunt arzătoarele pe bază de acetilenă și oxigen. În principiu, pot fi utilizate și alte gaze de ardere. Utilizarea acestora este totuși complicată. Trebuie avut în vedere faptul că apare o putere termică mai redusă și un transfer de căldură secundar mai mare.
Flacăra de acetilenă și oxigen este ideală pentru utilizarea în cadrul îndreptării cu flacără, întrucât este unica soluție potrivită pentru toate materialele, având o setare a flăcării diferită și vizibilă.
„Îndreptarea cu flacără adaptată procesului” este posibilă doar cu acetilenă și oxigen! Nu este posibilă îndreptarea cu flacără cu propan.
Alimentarea cu gaz este asigurată de regulă prin intermediul buteliilor individuale cu gaz și al pachetelor de butelii.
Care sunt materialele adecvate pentru îndreptarea cu flacără?
Compatibilitatea materialelor metalice cu îndreptarea cu flacără depinde de o dilatare termică suficientă și de proprietățile bune de modificare a formei maselor plastice. Dilatarea termică necesară pentru procesul de îndreptare cu flacără este diferită la materialele metalice, însă apare într-o cantitate suficientă.
Toate materialele adecvate pentru sudură pot fi îndreptate cu flacără fără probleme. Totuși, trebuie să țineți cont de proprietățile specifice materialului.
Cele mai importante proprietăți termotehnice ale metalelor sunt:
- Dilatare termică
- Conductivitate termică
- Capacitate termică specifică
Materialele adecvate sunt:
- Oțeluri pentru construcții, oțeluri cu granulație fină și oțeluri laminate termomecanic
- Oțeluri galvanizate
- Oțeluri înalt aliate austenitice
- Aluminiu și aliaje de aluminiu
Gradul contracției și efectul de îndreptare anticipat sunt determinate prin coeficienții de dilatare termică. Materialele cu coeficienți ridicați de dilatare termică se dilată mai mult. Dacă dilatarea este împiedicată, gradul de compresie este ridicat. La îndreptarea cu flacără, contractarea este foarte importantă. .
Îndreptarea cu flacără a oțelurilor pentru construcții mai puternice și a oțelurilor pentru construcții cu granulație fină:
Oțelurile pentru construcții sunt adecvate pentru îndreptarea cu flacără fără modificări structurale, în acest caz fiind luate în considerare particularitățile. Persoana care efectuează îndreptarea cu flacără a acestor materiale necesită un curs de instruire
Există trei tipuri de oțeluri pentru construcții cu granulație fină:
- Oțeluri normalizate cu granulație fină: Intervalul limitelor de curgere cuprins între 255 și 500 N/mm2
- Oțeluri călite cu granulație fină: Limita de curgere minimă de 460 N/mm2 (până la 1 100 N/mm2)
- Oțeluri laminate termomecanic: Intervalul limitelor de curgere cuprins între 355 și 690 N/mm2
În cazul acestor materiale, temperatura de îndreptare cu flacără trebuie să fie „roșu-maronie până la roșu închis” (cca. 600 până la 700°C). Răcirea trebuie să aibă loc fără curenți de aer.
În cazul îndreptării cu flacără a oțelurilor de construcție cu granulație fină cu o rezistență înaltă, trebuie luate în considerare, de exemplu, fișele SEW sau fișele referitoare la materiale VdTÜV.
Îndreptarea cu flacără a oțelurilor crom-nichel austenitice:
În cadrul îndreptării cu flacără a acestor materiale, nu există modificări structurale, cu excepția oxidării suprafeței. Temperatura flăcării trebuie setată la „roșu închis” (~ 680°C). Flacăra trebuie setată cu un exces de oxigen, pentru a preveni orice carburare. Datorită conductivității termice reduse și a capacității ridicate de dilatare termică, se obține rapid o carburare și un efect bun de îndreptare.
Răcirea rapidă cu apă influențează pozitiv comportamentul la coroziune și stabilitatea acestor oțeluri. După îndreptarea cu flacără, oxizii de pe suprafață trebuie îndepărtați.
Ce trebuie avut în vedere în cazul deformațiilor (distorsiunii) și tensiunilor interne la sudare?
Deformațiile și tensiunile interne ale componentelor pot fi influențate de mulți factori:
| Deformații / Distorsiune | Tensiune internă la sudură |
|
Grosime redusă a materialului Rigiditate redusă Aplicare ridicată de căldură Secțiune transversală mare a cusăturii (în funcție de grosimea tablei) |
Rigiditate ridicată (fisuri) Grosimi mari ale pereților Secțiune transversală mare a cusăturii |
În general, deformațiile sunt determinate de proprietățile mecanice și fizice ale
materialelor.
- Coeficientul ridicat de elasticitate al materialului indică o rezistență ridicată împotriva deformațiilor (distorsiunilor)
- O limită de curgere ridicată în zona cusăturii de sudură a materialului indică tensiuni interne ridicate la sudură și tensiuni interne mari ale componentei, ceea ce crește riscul de fisuri de tensionare
Ce tipuri de încălzire există (de ex., punct de încălzire)? Ce culori de revenire există? Ce posibilități de răcire a materialelor există?
Tipuri de încălzire:
| Utilizare | Simbol | Execuție |
|
Linie de căldură + Rând de puncte de căldură |

|
Pentru remedierea distorsiunii unghiulare, pentru îndreptarea sudurilor unilaterale. |
| Pană de căldură |
|
În cazul distorsiunilor puternice, pentru îndreptarea profilurilor și a lamelelor. |
| Punct de căldură |

|
Pentru îndreptarea suprafețelor din tablă, a țevilor și a arborilor. |
| Oval de căldură |
|
Pentru îndreptarea țevilor cu suporturi pentru țevi. |
Temperaturi de îndreptare cu flacără și culori de revenire:
Încălzirea trebuie să aibă loc rapid la temperatura de îndreptare necesară, pentru ca punctul de îndreptare să se poată comprima într-un mediu stabil. Timpii scurți de încălzire împiedică modificările proprietăților materialelor.
Intervalul de temperatură pentru îndreptarea cu flacără depinde de material. Materialul trebuie încălzit în zona de deformare, adică la peste 550°C în cazul oțelurilor.
|
Temperaturi de îndreptare cu flacără |
||
|
Material |
Denumire material |
Temperatură de îndreptare cu flacără |
|
Oțeluri de uz general pentru construcții |
S235JR S355JO P265GH |
600 - 700 °C |
|
Oțeluri cu granulație fină de înaltă rezistență |
S460M | 550 - 700 °C. |
|
Oțeluri crom-nichel austenitice |
X2CrNi19-11 1.4306 X6CrNiTi18-10 |
650 - 800 °C |
|
Aluminiu și aliaje de aluminiu |
EN AW - 5083 EN AW - 5754 |
150 - 540 °C |
|
Culori de revenire |
|
|
Determinarea culorii de revenire |
Cu ochiul liber Termometru cu infraroșu Cretă colorată, creioane termocromatice Agent flux Așchii de molid (Alu) |
|
Recunoașterea culorilor de revenire depinde de mai mulți |
Material Calitatea suprafeței Condiții de lumină, incidența luminii etc. |
|
Privire de ansamblu asupra culorilor de revenire la îndreptarea cu flacără |
|
Dilatare termică și efect de îndreptare
| Grupe | Material |
Coeficientul de dilatare (mm/m) |
Raportul de contracție |
| I |
Oțeluri nealiate și slab aliate și oțeluri turnate Nichel |
0.011 - 0.014 |
1 |
| II |
Oțeluri austenitice |
0.016 - 0.019 | -1.5 |
| III |
Cupru și aliaje de cupru |
0.018 - 0.019 | -1.8 |
| IV |
Aluminiu și aliaje de aluminiu |
0.024 - 0.027 | -2 |
Răcirea
După încălzire, are loc răcirea controlată. Acest lucru începe de la marginea zonei de încălzire, în centrul de încălzire, pentru inițierea contracției. Aveți grijă ca pana de căldură să nu fie răcită de la vârful penei, întrucât acest lucru poate împiedica contracția de la suprafața centurii. Procesul de contracție este eficient, până când piesa de lucru devine caldă la atingere. În acest timp este împiedicată și dilatarea termică. Răcirea accelerată poate fi efectuată cu aer comprimat (fără apă și ulei) sau cu apă. Dacă apa corodează îmbinările și/sau fantele, trebuie să se utilizeze aer comprimat. Oțelurile crom-nichel trebuie răcite rapid din motive metalurgice. Acest lucru poate fi efectuat cu gheață carbonică.
Indicație: Este important să se cunoască particularitățile diferitelor materiale și efectele asupra procesului de răcire, precum și asupra utilizării corecte.
Reguli de lucru pentru îndreptarea cu flacără
|
Etapă |
Instrucțiune de lucru pentru îndreptarea cu flacără |
|
Măsurarea componentei |
Pentru a stabili unde a apărut distorsiunea. Aflați unde se află „partea lungă”, întrucât aceasta trebuie să fie scurtată. |
|
Curățarea suprafeței |
Suprafața trebuie să fie curățată de uleiuri și grăsimi. Inscripțiile trebuie îndepărtate cu agenți cu conținut de sulf. Suprafața trebuie să fie uscată |
|
Prevenirea dilatării termice |
Prevenirea dilatării termice prin intermediul măsurilor adecvate de împiedicare a dilatației poate mări îmbunătăți efectul de îndreptare. |
|
Stabilirea dimensiunii corecte a arzătorului |
Pentru a atinge încălzirea puternic limitată local, trebuie utilizate inserții performante de încălzire, la care dimensiunea depinde de grosimea tablei și de material. |
|
Adaptarea flăcării la material și la forma materialului |
Cea mai eficace și eficientă flacără cu acetilenă și oxigen este cu un exces de oxigen de până la 50 %. |
|
Setarea cu exactitate a temperaturii de îndreptare cu flacără |
Temperatura de îndreptare cu flacără trebuie să fie cuprinsă între 600 și 720°C. Aceasta trebuie verificată în timpul lucrărilor de îndreptare cu flacără și respectată cu exactitate. Persoana instruită efectuează încălzirea la roșu închis, adesea prin controlul vizual |
|
Încălzirea rapidă |
Timpul scurt de încălzire împreună cu timpul scurt de menținere a flăcării pe suprafața piesei de lucru și apoi răcirea, la nevoie cu aer comprimat, accelerează procesul de îndreptare cu flacără |
|
Selectarea corectă și setarea profilurilor de încălzire |
Este de preferat utilizarea mai multor profiluri mici de încălzire, de exemplu, mai multe puncte de încălzire în locul unei secțiuni late de încălzire. Profilurile de încălzire se pot utiliza doar dacă construcțiile pot fi deformate |
|
Supervizarea lucrărilor de îndreptare cu flacără |
Lucrările de îndreptare cu flacără pot fi efectuate doar de către personal (de specialitate) instruit și calificat |