
Sudare MAG: Sudare economică cu arc electric a oțelului carbon
Metoda MAG (gaz activ metalic) se numără printre cele mai frecvente proceduri de sudură și se utilizează, mai ales, în aplicațiile industriale, în marile întreprinderi, precum și în ateliere. În cadrul sudurii cu gaz activ metalic, în prim plan se află utilizarea economică și productivitatea.
- Procedura de sudură cu gaz activ metalic funcționează după cum urmează
- Utilizarea gazelor de protecție pentru sudura cu arc electric a oțelurilor nealiate și a celor slab aliate (de exemplu, oțeluri pentru construcții)
- Sudură MAG cu nivel redus de oxidare: Conținut redus de gaz activ pentru sudura MAG cu nivel redus de oxidare a oțelurilor înalt aliate cu proprietăți foarte bune ale îmbinărilor de sudură.
- Gaz de protecție pentru reducerea formării de fum și noxe în cadrul sudurii MAG a oțelului carbon
- Privire de ansamblu asupra gazelor adecvate pentru sudare cu gaz de protecție
- Reductoare de presiune adecvate pentru sudarea MAG a oțelurilor înalt aliate
- Cursuri de instruire și formări practice pentru desfășurarea fără accidente și în siguranță a procedurii de sudură MAG.
Derivat din sudura CO2, cu dioxid de carbon, astăzi se folosește în principal amestecul de gaze cu argon pentru sudura cu gaz activ metalic. Astfel, sudura cu CO2 a trecut în plan secundar.
Sudura cu gaz activ metalic este adecvată pentru multe materiale diferite. În special la sudura cu gaz activ metalic a oțelului carbon, mai ales a oțelului pentru construcții, precum și a oțelurilor nealiate și slab aliate, procedura asigură viteze mari de sudură, reducerea la minimum a lucrărilor suplimentare și reducerea întârzierilor, prin intermediul gradului ridicat de automatizare, garantând astfel o rentabilitate ridicată și o utilizare aproape nelimitată.
Utilizarea gazelor de proces poate influența semnificativ rentabilitatea, productivitatea și calitatea produselor. Prin intermediul caracteristicilor fizice și chimice, se relevă o gamă completă de opțiuni de economisire și îmbunătățire.
Procedura de sudură cu gaz activ metalic funcționează după cum urmează
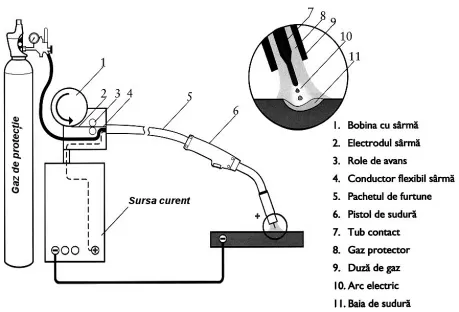
În cadrul sudurii MAG – conform DIN EN ISO 4063, sudura cu gaz activ metalic cu electrod cu sârmă solidă, procedură de sudură 135 – materialul de adaos pentru sudură topit, de regulă sârmă de sudură, este introdus mecanic printr-un sistem de ghidare a sârmei și topit în arc electric. În acest proces, sârma de sudură aprinde arcul electric în momentul în care atinge componenta. Materialul de adaos pentru sudură topit (sârma) se utilizează ca adaos de material. Pentru a proteja arcul electric de oxigenul reactiv din mediul înconjurător, prin duza de gaz circulă și un gaz de protecție. Acesta deplasează oxigenul în cadrul sudurii și previne astfel oxidarea arcului electric și a băii de topire.
Utilizarea gazelor de protecție pentru sudura cu arc electric a oțelurilor nealiate și a celor slab aliate (de exemplu, oțeluri pentru construcții)
În cazul sudurii cu gaz activ metalic (procedura de sudură 135) a oțelului (oțel pentru construcții), se utilizează gaze de protecție pe bază de argon și heliu cu adaos de gaz de protecție cu conținut de gaz activ, sub formă de dioxid de carbon. Pe lângă protecția băii de sudură de atmosferă, diferitele gaze de protecție influențează tipul transferului de materie primă, stabilitatea arcului electric, adâncimea de pătrundere și oxidarea cusăturii de sudură. În plus, acestea influențează formarea de fum și noxe.
Sudură MAG cu nivel redus de oxidare: Conținut redus de gaz activ pentru sudura MAG cu nivel redus de oxidare a oțelurilor înalt aliate cu proprietăți foarte bune ale îmbinărilor de sudură.
Prin intermediul ARCAL 14 sau ARCAL 121 puteți structura în mod optim indicii de performanță tehnologici, puteți crește performanța de topire, puteți îmbunătăți raporturile de penetrare a sudurii, puteți reduce, respectiv adapta stropirea la condițiile de producție.
În multe aplicații, absența stropirii produselor sudate este un criteriu esențial - de exemplu, în cazul componentelor pentru instalații frigorifice, componente ale motoarelor sau conductele de aspirație ale turbocompresoarelor și pompelor. Prin intermediul TERAL 24-7, Air Liquide a dezvoltat un gaz de proces care se caracterizează mai ales prin gradul redus de stropire: Prin intermediul TERAL 24-7, se pot obține reziduuri semnificativ mai reduse de sudură, un transfer stabil între metale și o înclinare semnificativ redusă a electrodului pentru lipire, în comparație cu gazul de protecție pentru sudură convențional. TERAL 24-7 protejează în special baia de sudură. Astfel, timpii de întrerupere din procesul de sudură se pot reduce cu peste 60 de procente.
Gaz de protecție pentru reducerea formării de fum și noxe în cadrul sudurii MAG a oțelului carbon

Gazele apar în principal ca produse de reacție din gaze și amestecuri de gaze utilizate și existente. Substanțele sub formă de pulberi se formează în mare parte din material de adaos pentru sudură și din straturile de acoperire utilizate. În plus, există raportul de emisii de fum degajat prin sudură: Acesta indică cât de mult fum a fost degajat prin sudură într-un anumit interval de timp. Acesta depinde de influența diferitor factori.
În cazul procedurii de sudură MAG a oțelurilor nealiate și slab aliate, crește intensitatea curentului emisiei de fum degajat prin sudură și scade din nou după atingerea unei valori maxime. Conținutul în creștere de argon sau heliu din gazul de protecție conduce la o scădere a emisiei de fum degajat prin sudură.
În cazul sudurii oțelului cu conținut ridicat de dioxid de carbon, pe lângă fumul degajat de sudură, apare și monoxid de carbon în concentrații posibil periculoase, precum și ozon în cantități mai mici. Prin intermediul ARCAL Chrome, Air Liquide a elaborat un gaz de protecție care absoarbe un conținut redus de dioxid de carbon din conținutul de monoxid de carbon. Astfel, rezultă o formare redusă de noxe.
Privire de ansamblu asupra gazelor adecvate pentru sudare cu gaz de protecție
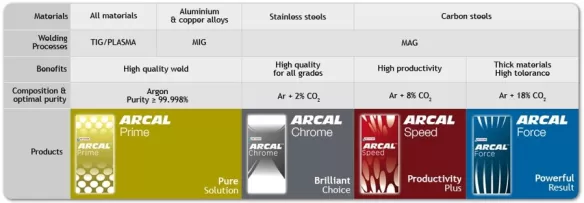
Gama de gaze de protecție ARCAL vă ajută să îmbunătățiți calitatea îmbinării sudate și a productivității procesului de sudură, precum și să asigurați condițiile optime de lucru la locul de muncă.
Gazele de calitate ARCAL sunt disponibile și în sistemul pentru butelii EXELTOP cu reductor de presiune integrat.
Reductoare de presiune adecvate pentru sudarea MAG a oțelurilor înalt aliate

În cadrul sudurii MAG a oțelurilor înalt aliate, presiunea de intrare joacă un rol important. Aici se face diferența între reductoare de presiune pentru 200 bari și 300 bari. Presiunea de intrare a reductorului este adaptată după presiunea buteliei de gaz și este imposibil de confundat datorită racordurilor diferite.
În cadrul sudurii MAG a oțelurilor înalt aliate, proiectarea are loc după cantitatea necesară de gaz de protecție în litri per minut. Intervalul de reglare este cuprins între 0 și 30 de litri.
Cursuri de instruire și formări practice pentru desfășurarea fără accidente și în siguranță a procedurii de sudură MAG.

în cadrul sudurii MAG, pot apărea pericole din cauza zgomotului, a fumului, a curentului electric și a riscului de incendiu. În cadrul lucrărilor de sudură este necesară protejarea de aceste surse de pericol. Printre altele, în cadrul lucrărilor de sudură, se poate ajunge la scântei sau pot sări bucăți mici de zgură. Acestea pot fi periculoase, nu numai pentru muncitori, cât și pentru mediu. Țineți cont în special de pericolele de incendiu.
Pentru siguranța lucrului cu gazele în cadrul sudurii MAG în întreprinderea dvs. se impune prin lege prezența personalului instruit. Profitați de vastele cunoștințe specializate și de experiența specialiștilor Air Liquide cu gaze tehnice.
- Angajații instruiți sunt condiția prealabilă pentru lucrul în siguranță cu gaze în sudarea MAG în compania dumneavoastră - și sunt obligatorii prin lege. Beneficiați de know-how-ul și experiența vastă a experților Air Liquide în domeniul gazelor tehnice.
- Este necesar ca personalul dvs. să dispună de cunoștințele necesare referitoare la manevrarea gazelor pentru a preveni situații periculoase?
- Doriți să certificați calificările personalului dvs. în ceea ce privește manevrarea gazelor?
- Este necesar ca personalul dvs. să cunoască cele mai importante proprietăți ale diferitelor tipuri de gaze?
- Căutați cursuri de instruire cu caracter practic care să satisfacă cerințele din domeniul protecției muncii și ale Regulamentului de Siguranță Operațională?
Utilizarea cu succes a procedurii de sudură MAG depinde de cunoașterea proprietăților menționate aici. O rentabilitate ridicată poate fi atinsă prin selectarea optimă a gazului. Pentru sudura MAG se utilizează în mod normal un amestec de gaze pe bază de argon. Componentele auxiliare ale amestecului de gaze sunt mici părți de dioxid de carbon. Gazul de protecție denumit ARCAL ocupă o poziție dominantă în aplicații datorită varietății și a caracterului universal. Adaosul de heliu extinde domeniul de performanță.