
Sudare TIG/WIG: Sudare cu arc electric de calitate a oțelurilor nealiate și slab aliate, a materialelor înalt aliate și neferoase
Sudarea cu gaz inert de tungsten sau wolfram- pe scurt, sudarea TIG/WIG - se caracterizează printr-o prelucrare deosebit de curată, o calitate ridicată a îmbinărilor și o aplicabilitate aproape universală în domeniul metalelor. Datorită ajustării deosebit de precise a curentului de sudare la sarcina de sudare respectivă, procesul de sudare este deosebit de potrivit pentru straturi de rădăcină și poziții constrânse. Din acest motiv, sudarea TIG este utilizată pe scară largă pentru sarcini cu cerințe ridicate în ceea ce privește precizia și calitatea cusăturii - de exemplu, în construcția de conducte, rezervoare și aparate, precum și în construcția de centrale electrice și în industria chimică.
- Procedura WIG funcționează după cum urmează:
- Utilizarea gazelor de protecție pentru sudarea TIG a materialelor înalt aliate, a oțelurilor carbonice și a metalelor neferoase
- Sudură WIG cu nivel redus de oxidare: Proporții de hidrogen pentru sudură WIG cu nivel redus de oxidare a materialelor înalt aliate.
- Privire de ansamblu asupra gazelor adecvate pentru sudare WIG
- Reductoare de presiune adecvate pentru sudarea WIG
- Cursuri de instruire și formări practice pentru desfășurarea fără accidente și în siguranță a procedurii de sudare cu arc electric
Sudarea TIG/WIG este potrivită pentru multe materiale diferite. În special în cazul sudării TIG a oțelurilor înalt aliate și a metalelor neferoase, procesul asigură o eficiență economică ridicată și o utilizare aproape nelimitată datorită capacității sale ridicate de automatizare, realizării unor viteze de sudare ridicate, reducerii la minimum a retușurilor și a distorsiunilor reduse. Utilizarea gazelor de proces poate avea o influență decisivă asupra eficienței economice, productivității și calității produselor. Proprietățile fizice și chimice deschid o întreagă gamă de soluții posibile pentru economii și îmbunătățiri.
Procedura WIG funcționează după cum urmează:
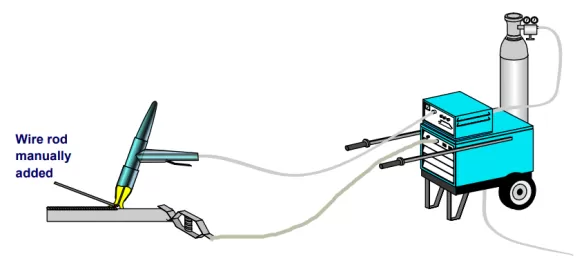
Sudarea WIG, conform DIN EN ISO 4063 „Sudare cu gaz inert de tungsten” și „Procedura de sudură 141”, este o procedură de sudură cu electrod neconsumabil. Procedura de sudare WIG se bazează pe generarea unui arc electric între piesa de lucru și electrod, format din tungsten. Acesta este introdus și topit în arcul electric, sub forma sârmelor sau a tijelor.
- Gazul inert protejează împotriva influențelor atmosferice
La sudarea TIG, arcul electric arde între electrodul de tungsten și piesa de prelucrat. Sudarea TIG este utilizată în principal pentru oțelurile înalt aliate - în special pentru oțelurile austinitice CrNi înalt aliate, nichel, aluminiu, precum și pentru cupru și aliajele acestora. Gazul inert de protecție înconjoară electrodul și bazinul topit al materialului. Acest lucru protejează sudura de influențele atmosferice.
- Ce gaze de protecție se utilizează?
Pentru a împiedica reacția topiturii cu aerul înconjurător, se utilizează gaze de protecție inerte - adică gaze de protecție care nu reacționează chimic cu materialele implicate. Acestea sunt adesea argon sau heliu - sau un amestec de ambele gaze.
- Sudură de înaltă calitate
Gazele inerte, adică nereactive, previn reacțiile chimice cu lichidul topit și cu materialul încălzit. Acest lucru asigură cusături de sudură de înaltă calitate.
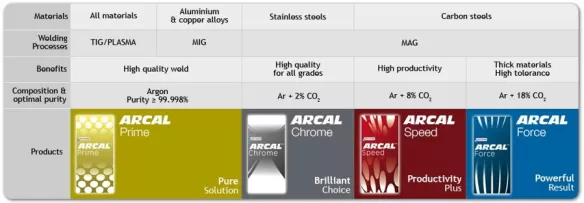
Utilizarea gazelor de protecție pentru sudarea TIG a materialelor înalt aliate, a oțelurilor carbonice și a metalelor neferoase
Selecția depinde de materialele care urmează să fie prelucrate, de tipul de alimentare cu gaz și de condițiile de sudare.
Pentru sudarea TIG (procedeul de sudare 141), se utilizează în general gaze protectoare pe bază de argon și heliu cu adaosuri reduse de azot și/sau hidrogen.
În plus față de sarcina de a proteja baia topită de atmosferă, diferitele gaze de protecție au o influență:
- stabilității arcului electric
- adâncimii de pătrundere
- performanței de topire.
Cu ARCAL Prime, ARCAL N sau ARCAL 31 N se pot obține rezultate diferite.
Sudură WIG cu nivel redus de oxidare: Proporții de hidrogen pentru sudură WIG cu nivel redus de oxidare a materialelor înalt aliate.
Prin intermediul ARCAL 10 sau ARCAL 110, puteți structura în mod optim indicii de performanță tehnologici, puteți crește performanța de topire și puteți îmbunătăți raporturile de penetrare ale sudurii
Privire de ansamblu asupra gazelor adecvate pentru sudare WIG
Prin intermediul ARCAL 10 sau ARCAL 110, puteți structura în mod optim indicii de performanță tehnologici, puteți crește performanța de topire și puteți îmbunătăți raporturile de penetrare a sudurii.
Gama de gaze de protecție ARCAL vă ajută să îmbunătățiți calitatea îmbinării sudate și a productivității procesului de sudură, precum și să asigurați condițiile optime de lucru la locul de muncă. Aceste gaze de calitate ARCAL sunt disponibile și în sistemul pentru butelii EXELTOP cu reductor de presiune integrat.
Reductoare de presiune adecvate pentru sudarea WIG

În cadrul sudurii WIG, presiunea de intrare joacă un rol important. Aici se face diferența între reductoare de presiune pentru 200 bari și 300 bari. Presiunea de intrare a reductorului este adaptată după presiunea buteliei de gaz și este imposibil de confundat datorită racordurilor diferite.
În cadrul sudurii WIG, proiectarea are loc după cantitatea necesară de gaz de protecție în litri / minut. Intervalul de reglare este cuprins între 0 și 30 de litri.
Cursuri de instruire și formări practice pentru desfășurarea fără accidente și în siguranță a procedurii de sudare cu arc electric

Cunoașteți care sunt sursele de pericol din cadrul lucrărilor de sudură? În cadrul sudurii WIG, pot apărea pericole din cauza zgomotului, a fumului, a curentului electric și eventualelor incendii. Aceste surse de pericol trebuie identificate, întrucât doar așa pot fi aplicate măsurile de protecție necesare.
Pentru siguranța lucrului cu gazele în întreprinderea dvs. se impune și prin lege prezența personalului instruit.
V-ați asigurat că dvs. și personalul dvs. :
- dispuneți de cunoștințele necesare referitoare la manevrarea gazelor pentru a preveni situații periculoase?
- puteți dovedi certificarea în ceea ce privește manevrarea gazelor?
- cunoașteți cele mai importante proprietăți ale diferitelor tipuri de gaze?
- îndepliniți cerințele domeniul protecției muncii și ale Regulamentului de Siguranță Operațională?
Beneficiați de susținere profesională – profitați de vastele cunoștințe specializate și de experiența specialiștilor Air Liquide cu gazele tehnice și programați cursuri de instruire cu caracter adaptat și practic în cadrul Air Liquide.